




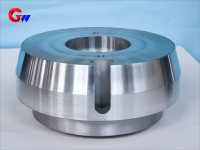
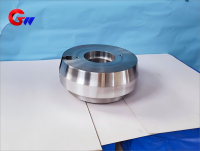
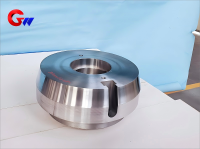
Cabezal cónico de rodillo de acero fundido
La cabeza cónica del rodillo de acero de fundición de precisión GW es uno de los componentes importantes del laminador.
- GW Precision
- Luoyang, China
- Estipulación contractual
- 1000 piezas
- información
Cabezal cónico de rodillo de acero fundido
El cabezal cónico de rodillo de acero fundido se utiliza principalmente en laminadores metalúrgicos, maquinaria minera, equipos pesados y otras aplicaciones que requieren altas cargas radiales y axiales. Su diseño se caracteriza por el uso de rodamientos de rodillos cónicos (como los de la serie TIMKEN) que soportan simultáneamente fuerzas radiales y axiales, siendo adecuados para condiciones de alto impacto, alta velocidad o cargas pesadas.
Escenarios de aplicación del cabezal cónico de rodillo de acero fundido
1. Principales áreas de aplicación
Laminador en caliente/frío: Soporta el rodillo de trabajo, el rodillo intermedio o el rodillo de soporte para soportar la fuerza de laminación y el movimiento axial.
Maquinaria minera: se utiliza para sistemas de transmisión de equipos pesados como trituradoras y molinos de bolas.
Equipo de energía eólica: asiento de cojinete del eje principal de una turbina eólica de gran tamaño.
Barcos/maquinaria pesada: componentes rotatorios sometidos a alta carga, como ejes de hélice y cajas de engranajes.
2. Características del puesto
Alta carga: soporta fuerza radial (fuerza de rodadura) y fuerza axial (movimiento del rodillo de rodadura).
Entorno de alta temperatura/alta contaminación: Se requiere resistencia al calor y prevención de oxidación en condiciones de laminado en caliente; El entorno minero debe ser a prueba de polvo e impermeable.
Requisito de alta precisión: La precisión de ajuste entre el orificio interior del asiento del rodamiento y el anillo exterior del rodamiento (generalmente nivel H7 o H8).
Proceso de tratamiento térmico para asiento de cojinete cónico de rodillo de acero fundido
El asiento del cojinete cónico del rodillo de acero fundido generalmente está hecho de acero fundido de baja aleación (como ZG35CrMo, ZG42CrMo) y el proceso de tratamiento térmico es el siguiente:
1. Pretratamiento (recocido o normalizado)
Propósito: Eliminar la tensión de fundición, refinar el tamaño del grano y mejorar la maquinabilidad.
Proceso: Calentar a 850-900°Cy mantener caliente antes del enfriamiento por aire (normalización) o del enfriamiento por horno (recocido).
2. Tratamiento de temple y revenido (temple + revenido)
Enfriamiento: Calentar a 850-900°C(dependiendo del material), temple en aceite o temple en agua (para evitar deformaciones).
Revenido: Revenido a 500-650°Cpara obtener una estructura martensítica, equilibrando resistencia y tenacidad (dureza HB 250-320).
3. Refuerzo local de la superficie (opcional)
Templado por inducción: Temple de alta frecuencia de la superficie de instalación del rodamiento para mejorar la resistencia al desgaste (dureza HRC 50-55).
Carburación/nitruración: adecuada para acero de alta aleación para mejorar la resistencia a la fatiga.
4. Recocido de alivio de tensiones (después del mecanizado de precisión)
Recocido a baja temperatura a 200-300°CElimina la tensión de mecanizado y evita la deformación.
Introducción de funciones:
1. Transmisión de par: Los cabezales cónicos se utilizan para transmitir el par rotacional del motor de forma más eficaz.
de manera eficiente, garantizando un proceso de laminación suave.
2. Mejora la estabilidad de la conexión: el diseño de la cabeza cónica ayuda a mejorar la estabilidad de la conexión entre
la cabeza del rodillo y el eje de acoplamiento, reduciendo el aflojamiento o desgaste a altas velocidades.
3. Adaptación a diferentes necesidades de laminación: El diseño del cabezal cónico ayuda a adaptarse a diferentes tipos de
procesos de laminación, como el laminado en caliente y el laminado en frío, así como las necesidades de laminado de diferentes materiales.
Productos relacionados




