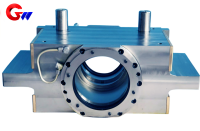


Bloque de rodamiento de rodillos intermedios del lado de accionamiento de la máquina laminadora en caliente
La función principal del asiento del cojinete de rodillos intermedios en el lado de accionamiento del laminador en caliente
Soporte y posicionamiento: Fije con precisión el rodillo central, soporte la fuerza de rodadura y transmítala al marco.
Transmisión de potencia: Conecte el eje universal o la caja de cambios en el lado de transmisión para transmitir el torque del motor al laminador.
Lubricación y sellado: Sistema de lubricación de aire y aceite integrado para evitar que el agua de refrigeración y la formación de óxido entren en los cojinetes.
- GW Precision
- Luoyang, China
- Estipulación contractual
- La capacidad anual es de 1000 piezas.
- información
Bloque de rodamiento de rodillos intermedios del lado de accionamiento de la máquina laminadora en caliente
El asiento del cojinete del rodillo intermedio en el lado de accionamiento del laminador en caliente es uno de los componentes principales del laminador, utilizado principalmente para soportar y posicionar el rodillo intermedio, soportar cargas elevadas, impactos y conducción de calor durante el proceso de laminado.
Escenarios de aplicación del asiento del cojinete de rodillos intermedios del lado de accionamiento para laminadores en caliente
ambiente de trabajo
Alta temperatura (la zona de laminación puede alcanzar los 800-1200 ℃), alta humedad (agua de refrigeración/lubricante), alto contenido de polvo
Capaz de soportar fuerzas de rodadura (hasta miles de toneladas), cargas alternas y vibraciones.
Se requiere un funcionamiento continuo a largo plazo, con un ciclo de mantenimiento corto (normalmente sincronizado con el reemplazo del rodillo).
Requisitos funcionales
Mantenga con precisión la holgura del cojinete para evitar la deflexión del rodillo
Conduce eficazmente el calor del cojinete (evita fallas por sobrecalentamiento)
Resistencia al desgaste y al desgaste por micromovimiento (superficie de contacto del cojinete y del orificio del asiento)
Compatible con sistema de rodillos dobladores hidráulicos (algunos modelos requieren fuerza axial adicional)
Características de rendimiento del asiento del cojinete de rodillos intermedios en el lado de accionamiento del laminador en caliente
Textura del material del asiento del cojinete de rodillos intermedios:
Acero fundido (ZG35CrMo o ZG42CrMo): equilibrio entre resistencia y procesabilidad de la fundición.
Acero forjado (34CrNiMo6): utilizado para modelos de carga ultra alta, con mejor resistencia a la fatiga.
Canal de enfriamiento interno: circulación de agua o aire para reducir el aumento de temperatura del rodamiento.
La empresa ha formado un conjunto de tecnología de procesamiento mecánico madura para la producción del asiento del cojinete de rodillos intermedios a través de la acumulación de experiencia a largo plazo:

1、 Centro de mecanizado vertical:De acuerdo con la forma de la vista, fresar a una profundidad de 5 mm para encontrar la correa positiva (cada lado tiene espacio para 1,5-2 mm); limpiar y eliminar las rebabas del borde afilado para su inspección. (primera pieza para inspección)
2、 Mandrinadora horizontal :Se encuentra que se reserva un margen de 1,5-2 mm para cada superficie de la correa normal, y el margen de la ranura en la vista es de 1,5-2 mm; el margen del orificio en el orificio es de 3-4 mm; la longitud de cada orificio es de 2-3 mm; y el borde libre se utiliza para eliminar el borde afilado de la rebaba para su inspección. (primera pieza para inspección)

En el proceso de producción de bloques de rodillos dobladores de asientos de cojinetes de laminador y otros productos, el programa de procesamiento optimizado se compila por computadora y el plan de proceso se organiza razonablemente, lo que garantiza que la calidad del producto del bloque de cojinetes de rodillos intermedios del lado de la transmisión alcance el estándar internacional de primera clase.